![]()
- Wavelength Opto-Electronic社製品
- Laser Point社製品
- Ultra Photonics社製品
- Raytools社製品
- JPT Electronics社製品
- Namson Laser社製品
- EasternLogic社製品
- NamshanOpto社
![]()
レーザ切断は、より速い切断速度と並外れた品質のために、特にステンレス鋼のための金属プロファイル切断のための一般的な技術になっています。 このプロセスでは、集束レーザビームと同軸アシストガスを使用して、切断のために余分な溶融金属を除去します。 それらの特性およびそれらが切断の質にどのように影響するかに基づいて、異なるガスを使用することができます。 使用される一般的なアシストガスは窒素、酸素および空気です。
| 使用したレーザ | 出力 | ビーム品質 | ビーム径 |
| CW出力ファイバーレーザ | 3 kW | 4.5 mm*mrad | BPP125μm (1/e2) |
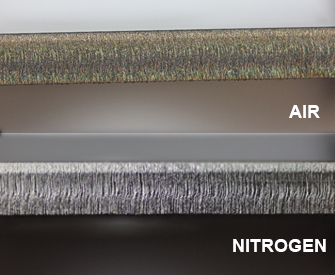
空気と窒素ガスで5mmステンレス鋼を切断
窒素ガスと圧縮空気をアシストガスとして使用して、 3kWファイバーレーザを使用して5mm厚のステンレス鋼(グレード316)のテストカットを行いました。
圧縮空気をアシストガスとして切断した場合、酸素が存在すると発熱する化学反応が起こり、熱が放出されて切断速度が上がりますが、褐色の変色した縁が残ります。
対照的に、アシストガスとして窒素ガスを使用した場合、切断端で化学反応はありません。 その代わりに、アシストガスが金属の縁をシールドして、光沢のある縁になります。
切断速度がこれらの補助ガス試験の間で変動することもまた注目された。 アシストガスとして空気を使用すると、窒素よりも速い切断速度が得られた。
得られた結果は、空気を使用して3.6m/分、窒素アシストガスを使用して2.8m/分の生産レベル切断速度を示しています。 さらに、圧縮空気補助装置は、16barの窒素と比較して、10barの空気しか必要としません。

Namson社ファイバーレーザ切断機
Namson社 PowerCUTファイバーレーザ切断機を使用したビデオ
酸素を使用すると、より高い切断速度を得ることができるが、結果として得られる切断縁部は高度に酸化され、典型的には後処理を必要とする。
全体的に見て、窒素アシストガスは圧縮空気よりもきれいなカットエッジを得られますが、切断速度は遅くなりました。
レーザ切断のアプリケーション
このWebサイトは、株式会社アストロンが運営しています。
お問い合わせ
TEL. 03-5647-6541(平日 9:00〜17:00) FAX. 03-5647-6687
